posted
After a few setbacks, I'm back to building my 5-axis CNC foam cutter. I discovered that it was more complex than it appeared and that I needed aluminum and plastic parts for the motion control and even for the CNC controller. So I ended up designing the parts myself using my signmaking program for the vectors and Aspire for the 3D toolpaths.
When I had difficulty finding someone local to machine the parts I discovered that, with a little know-how, they can be machined on the "pea shooter". Then I got to thinking; you know, I could use the router to make metal and plastic parts for other people, in addition to my sign business. Here's a business card design for the project...
[ March 26, 2015, 09:34 AM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
The parts on the left are some of the components I designed for a contraption called an "omega drive". This is made to fit on the 25 series 80/20 aluminum frame of the foamcutting machine. The springs fit on the little 'knobs' on both pieces and will use the "t-slots" of the extrusions for a channel to slide in. This whole unit will do three things; it will transfer power from the stepper motors via a timing belt, the springs will be in constant tension to keep the belt tight, and the wheel configuration will help to minimize 'backlash' from the g-forces when the belt changes directions. The other part, to the right, is a specially designed motor mount for attaching a NEMA 23 stepper motor to the 80/20 extrusion. The cutout sections were meant to reduce weight and minimize G-forces and hopefully help to eliminate any backlash problem...
[ March 26, 2015, 12:23 AM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
This one was designed for the bottoms of the two Y axis uprights. I found that the best "linear bearings" for this task was skateboard wheels and designed it accordingly..
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
I needed some stand-offs of uniform thickness for the linear guide mounts and couldn't seem to find what I needed on Ebay. So I had some .1875 Plexiglas on hand and made them out of that...
...two if the standoffs with a button-head bolt, ready to mount...
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
This is the input/output panel of the CNC controller, designed in SignWizard and cut out on the Bot from a piece of .040 sign aluminum. The top two holes are for an on/off switch and a computer power receptacle to snap into. The next two are for fuse holders and the next cluster of four are for a USB port, two ethernet ports and a parallel port. The six at the bottom are for modular audio jacks; great for connecting power to stepper motor cables.
[ March 26, 2015, 01:02 AM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
The control box, designed for a solar power system, was perfect for my needs. Here I have masked it with a piece of paint mask to cut out the hole for the cooling fan and a rough rectangle to be cut out with a sabre saw for the output panel.
The finished panel installed. The motor cable jacks had to be disassembled and soldered, which I'm not too good at...yet.
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
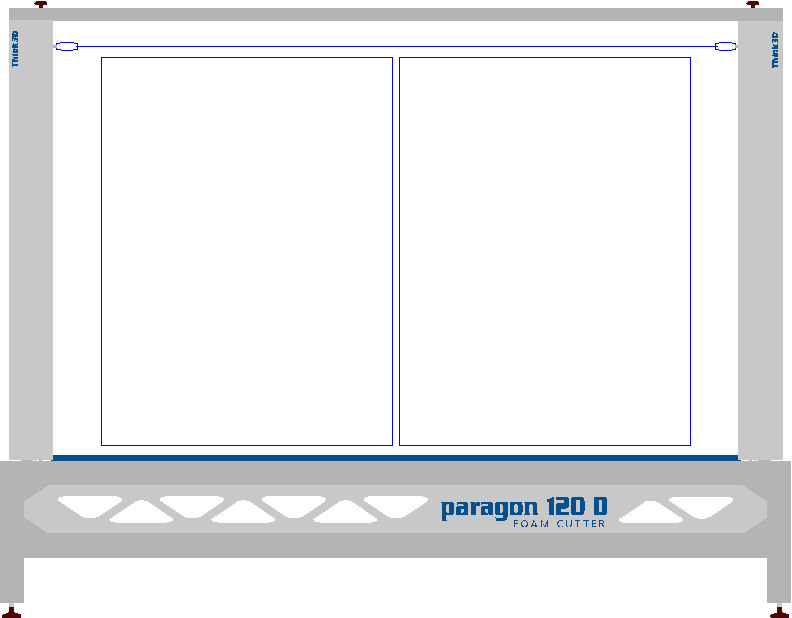
This is a representation of how the foam cutter will look from the loading end. The uprights look wide but this is only an aluminum composite dust cover to hide the motion controls. The horizontal bar at the top can be easily removed for doing taper cuts, if needed, but will probably be left on most of the time. Hopefully, this one will be capable of cutting two 120cf blocks of foam simultaneously. If anyone has a better suggestion for the font I'm open to to that.
[ March 26, 2015, 12:44 PM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
Thanks Dave, That's a good question. I was thinking only gravity would be sufficient. The bed, 3/4 plywood, will be textured with polyurethane spray-on truck bedliner, then sprayed with DTM acrylic latex. I'm hoping this will provide a little extra grip. Is that going to stick? In addition to that, there will be limit switches installed at both ends of the cutting wire so if the wire ever loses power/heat and tries to catch and pull the foam, it will hit a limit switch first, at either end, and "e-stop" the CNC controller immediately.
[ March 26, 2015, 12:58 PM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
Amazingly impressive, Wayne. What are the other two axes past #3 meant to do? Is one rotary, or do you plan to have tilt in X & Y ?
With a photo back near the top you talk about a tensioner for the timing belt. Our router has timing belts on all three axes, and they're tightened by simple 'pull firlmy and then do up the screws tightly' . Backlash and looseness has not been a problem for me, anyhow - not with the confines of the ancient system that it is.
Very Well done!
-------------------- "Stewey" on chat
"...there are no limits when you aim for perfection..." Jonathan Livingston Seagull Posts: 7014 | From: Highgrove via Toowoomba, Queensland, Australia | Registered: Dec 2002
| IP: Logged |
posted
Thanks Ian, Yes the 5th axis is to be a rotary "turntable". Both the X and Y have twin motors which will be slaved together for most cutting. For taper cutting, they can move independently.
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
These are my first pressed-on and pressed-in bearings and they are tight. The one on the left is a little too tight actually even though the press put it in there effortlessly. I will have to add about .002 inches to the diameter of the circle in the computer file of the part, then machine another one. Then the bearing will turn freely.
[ March 29, 2015, 01:27 AM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
DrCAS Custom Lettering and Design Saint Cloud, Minnesota
"Things work out best for the people who make the best of the way things work out." - Art Linkletter Posts: 6451 | From: Saint Cloud, Minnesota | Registered: Jun 1999
| IP: Logged |
Today, I pulled off the 127'' left side linear rail from the x axis because it just doesn't slide as well as the right one does. I will run my grinding jig over it again to lightly re-machine the 90° v on it's edge and if the axis still doesn't slide smoothly enough, I'll have to make another. But I think it should work.
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
The 'decorative; panels are installed, stepper motors, x axis drive systems, trusses installed and welded, 16 leveling feet installed and machine is leveled. Now I have to design a carrier bracket for the drag chain assembly. After the drag chains and tracks are installed, both sides of the x axis will be completed. I have all the parts designed, machined, and ready to assemble on the Y axis except the linear guides. I will make those next. They will carry a light load so will be made of machined aluminum, unlike the steel ones for the x, which had to carry much more. I can finally see the light at the end of the tunnel.
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
Got caught up on sign work yesterday afternoon and installed the little v bearings on the y axis "cars". There will be several parts mounted to each of these, including the timing belt, spring/hotwire, the cable drag chain, and a couple of limit switches.
[ June 27, 2015, 10:35 AM: Message edited by: Wayne Webb ]
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
Sorry for not replying sooner, Wayne. Our router began life as an Esab Signmate with 14 ft rails and a pneumatic Z axis in 1989. It was gutted & retrofitted with Tekcel controls and a motorised Z axis in 2001. All servo driven.
I bought it in about 2008, and have replaced 'a few' parts. It's capable of 8" per sec, or 200 mm/sec, but I don't run it at that speed at all - it depends on the capacity of the material, and the geomettry of the cutter.
Accuracy - the software can handle hundredths of a millimetre, but realisticaly the apparently non-existant backlash in the gears would negate a few thou. Its accuracy is fine for all my needs - hardwood, urethane, acrylic, polycarbonate, dibond/ACM, solid aluminium & brass we've engraved and shaped. Aluminium would be my least favourite.
-------------------- "Stewey" on chat
"...there are no limits when you aim for perfection..." Jonathan Livingston Seagull Posts: 7014 | From: Highgrove via Toowoomba, Queensland, Australia | Registered: Dec 2002
| IP: Logged |
posted
Wayne, the X & Y axes have a long rack of about 1" square steel with teeth milled in, bolted to them. There's a gearbox with a gear or cog at the bottom that meshes with the rack, and a strong spring to hold it against the rack. The top end of the gearbox is connected to the servos with a timing belt (toothed)
The Z axis used to have a square thread Acme screw and a delrin (low friction) nut but it gave me terrible problems when doing lithophanes, spo I scrapped it, and put a ballnut & lead screw to suit, in. The top end is a timing gear connected via timing belt with the servo's timing gear.
I've forgotten the designation of the belts, but they're about 1/2" wide or thereabouts, and each tooth is about 1/8", but I can look it up - I bought several spares after one broke one day.
Having the rack gearboxes held againt the rack via a spring, means that if something has to give, for whatever reason, it can. You can push a cam against it, and release it and move the spindle & gantry all over the place for clearance when you want, in a hurry - but you'd need to re-engage it and re-zero or home it afterwards.
As far as aclibration goes, there are something like 647.85 encoder steps per one millimetre of X & Y travel in the driver. I know that's a weird figure, but it is accurate at that setting. When I got it , it was set on about 480 or something where the inaccuracy was not of much consequence milling holes in MDF in small pieces. I went to cut the perimeter of an Alupanel sign that had to be 3035mm long, and it short-changed me and cut it way too short - I managed, but that's when I woke up to the error in the setting.
It's pretty good now for accuracy - a 12 foot panel can be perimeter cut and comes out at exactly 3660mm long with a tapemeasure as well as i can read it.
The Z axis is a different figure - around 400 encoder marks or steps per mm I think - or it could be more - I've forgotten - but the ballnut lead screw has a 5mm pitch, and the timing gears on top have about a 10 to 40 tooth ratio, which is easy to work with, so 4 revs of the servo to 1 rev of the lead screw or 5mm travel.
-------------------- "Stewey" on chat
"...there are no limits when you aim for perfection..." Jonathan Livingston Seagull Posts: 7014 | From: Highgrove via Toowoomba, Queensland, Australia | Registered: Dec 2002
| IP: Logged |
posted
Thanks Ian, I was planning to build my next project with servos and rack/pinions too. I had just thought you meant yours was powered only with timing belts and I had never heard of that.
Racks are very strong and plenty accurate enough for what we do. Ball screws are probably the most accurate but they are too pricey for long axes. Short ones like your z are OK.
I guess the timing belt transmissions are used for smooth operation, no?
-------------------- Wayne Webb Webb Signworks Chipley, FL 850.638.9329 wayne@webbsignworks.com Posts: 7403 | From: Chipley,Florida,United States | Registered: Oct 1999
| IP: Logged |
posted
I don't know, Wayne - the timing belt aspect was on it to begin with. It's very practical. There would be pretty high accuracy & no backlash. They're not very stretchable at all.
-------------------- "Stewey" on chat
"...there are no limits when you aim for perfection..." Jonathan Livingston Seagull Posts: 7014 | From: Highgrove via Toowoomba, Queensland, Australia | Registered: Dec 2002
| IP: Logged |
-------------------- dennis kiernan independent artist san francisco, calif, usa Posts: 907 | From: san francisco, ca usa | Registered: Feb 2010
| IP: Logged |






























![[Smile]](smile.gif)














 Printer-friendly view of this topic
Printer-friendly view of this topic